Introduction
The sampling valve market is evolving rapidly as manufacturers demand more accurate, safer and easier-to-clean industrial sampling solutions.. Manufacturers are no longer looking for a valve that simply allows product collection. They expect sampling systems that deliver representative samples, reduce contamination risks and comply with increasingly stringent regulatory requirements. At the same time, emerging industries such as battery manufacturing and HPAPI production are introducing entirely new technical challenges.
Today, sampling valves directly influence :
- product quality
- operator safety
- cleaning validation
- overall process efficiency
Rather than being simple process components, sampling valves have become strategic assets that support product quality, regulatory compliance, operator safety and manufacturing performance. For many manufacturers, the sampling system is now considered an integral part of the production process rather than an isolated mechanical component.
This article explores the key trends shaping the industrial sampling valve market and what process engineers, quality managers and plant designers should consider when selecting future sampling systems.
Sampling Valve Market Drivers :

Why the Sampling Valve Market Is Growing
Several long-term industrial trends are driving sustained demand for advanced sampling technologies.
Stricter Regulatory Compliance
Pharmaceutical and biotechnology manufacturers operate under increasingly demanding GMP requirements established by organizations such as the FDA and the European Medicines Agency (EMA). Sampling systems must demonstrate product integrity, repeatability and cleanability while minimizing operator exposure.
Expansion of Battery Manufacturing
The rapid growth of lithium-ion battery production has created new requirements for powder sampling. Cathode materials, graphite and conductive additives require representative sampling while preventing cross contamination and product loss.
Increased Focus on Product Quality
Manufacturers across the pharmaceutical, food and chemical sectors are investing in better process analytical technologies and sampling systems to improve batch consistency and reduce deviations.
Automation and Digital Manufacturing
Industry 4.0 continues to drive demand for automated sampling valves capable of integrating into modern production environments with improved traceability and repeatability.
Process Efficiency Is Becoming a Competitive Advantage
In parallel, manufacturers are under increasing pressure to reduce downtime, minimise product losses and improve process repeatability, making sampling systems an important contributor to operational performance.
Industries Driving Demand for Advanced Sampling Solutions
Although sampling valves are used in many industries, several sectors are experiencing particularly strong growth.
Pharmaceutical Manufacturing
Sterile production, biologics and HPAPI manufacturing continue to require increasingly sophisticated sampling solutions.
Battery Manufacturing
Battery manufacturing has become one of the fastest-growing markets for industrial sampling. Cathode powders, graphite, silicon and conductive additives require representative sampling while preventing segregation, contamination and material losses. As production volumes continue to increase worldwide, manufacturers are investing in dedicated sampling technologies specifically designed for battery materials.
As battery chemistries continue to evolve, sampling technologies must also adapt to increasingly sensitive and high-value powder formulations.
Fine Chemicals
Manufacturers require accurate representative samples to maintain product quality while reducing contamination risks.
Food and Beverage
Modern food production increasingly relies on hygienic sampling systems that support food safety standards and simplify cleaning procedures.
Biotechnology
Bioprocessing applications demand highly reliable sampling solutions capable of supporting validation and contamination control.
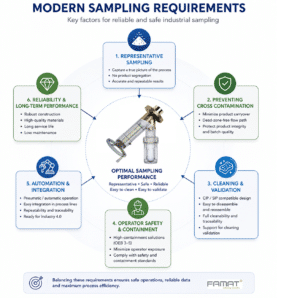
What Buyers Expect Today
Modern process engineers evaluate far more than the purchase price of a sampling valve.
Today’s selection criteria typically include:
- Representative and repeatable sampling
- Dead-zone-free valve design
- Low product retention
- Easy cleaning and maintenance
- CIP and SIP compatibility
- Ease of cleaning validation
- Low operator exposure
- High-containment capability
- Automation compatibility
- ATEX compliance
- Long service life
In practice, engineers rarely compare sampling valves on price alone. Their priorities are usually process reliability, ease of cleaning, operator safety and long-term maintenance costs. These factors often have a much greater impact on the total cost of ownership than the initial purchase price.
| Market Trend | Engineering Challenge | Sampling Requirement |
| HPAPI | Operator protection | High Containment |
| Battery Powders | Cross contamination | Dead-zone-free design |
| GMP | Cleaning validation | Easy cleanability |
| Automation | Repeatability | Automatic sampling |
| Fine Chemicals | Representative sampling |
Low product retention |
Technologies Transforming Industrial Sampling
Innovation continues to reshape industrial sampling.
Among recent innovations, expanding piston technologies have significantly reduced dead zones while improving cleanability and sample integrity. Similarly, containment systems and automated sampling solutions now enable safer sampling of hazardous powders with minimal operator exposure.
Several technologies are currently shaping the next generation of industrial sampling systems:
- Expanding Piston Technology (EPT®)
- Split Butterfly Valve integration
- Automated pneumatic sampling systems
- Continuous sampling solutions
- Digital monitoring and smart manufacturing integration
- Improved hygienic valve geometries
- Enhanced containment systems for potent compounds
These developments allow manufacturers to reduce operator exposure, improve sample quality and simplify cleaning validation.
The Engineering Challenges Behind Modern Sampling
Despite strong market growth, several technical challenges remain.
Preventing Cross Contamination
Residual product inside sampling devices may compromise sample integrity and subsequent production batches.
Representative Sampling
Obtaining truly representative samples remains one of the most important challenges in process industries, particularly for powders with varying particle sizes.
Dead Zones
Poor valve design may create areas where product accumulates, increasing contamination risk and complicating cleaning validation.
Cleaning Validation
Manufacturers must demonstrate that sampling systems can be effectively cleaned between production campaigns.
Product Loss
Expensive pharmaceutical ingredients and battery materials require sampling solutions that minimize material losses during operation.
Addressing these challenges requires both appropriate valve design and careful integration into the overall process.
No single sampling valve design is suitable for every application. Powder characteristics, process conditions and cleaning requirements must all be considered during system selection. Selecting the right sampling valve is therefore not only a mechanical decision but also a process engineering decision involving product characteristics, cleaning strategy and regulatory requirements.
The rapid expansion of lithium-ion battery production has created new sampling challenges. Unlike many traditional chemical powders, cathode materials are often highly cohesive, abrasive and extremely sensitive to cross contamination. This requires sampling valves specifically designed to minimise dead zones and product retention.
In pharmaceutical manufacturing, cleaning validation has become one of the main selection criteria. Even a small product retention area inside the valve may significantly increase cleaning time and validation efforts.
Future Outlook for the Samping Valve Market
The future of industrial sampling will be driven by increasingly demanding manufacturing processes, stricter regulatory expectations and higher levels of automation. Manufacturers are no longer looking only for reliable sampling valves, but for complete sampling solutions that integrate seamlessly into modern production environments.
 Several industrial and technological trends are already shaping the next generation of sampling solutions:
Several industrial and technological trends are already shaping the next generation of sampling solutions:
- Battery material production
- HPAPI manufacturing
- Continuous manufacturing
- Fully automated production lines
- Sustainable process engineering
- Digital quality management systems
- Process Analytical Technology (PAT)
- Increased digitalisation and predictive maintenance
Looking ahead, sampling systems will become more connected, more intelligent and easier to validate. Hygienic design, digital monitoring, automation and operator protection will become standard requirements rather than optional features for pharmaceutical, chemical, food and battery manufacturing facilities.
How FAMAT Responds to These Trends
At FAMAT Sampling, product development is driven by the real challenges encountered by process engineers, quality managers and production teams. Rather than offering one-size-fits-all products, FAMAT develops application-specific sampling solutions adapted to the process, the product characteristics and the required containment level.
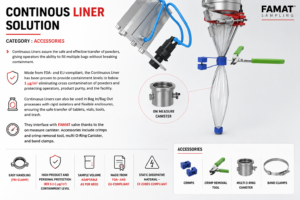
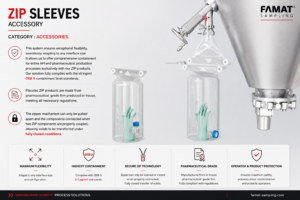
Depending on the application, solutions may include manual or automatic sampling valves, high-containment systems, expanding piston technology and continuous liner containment systems for highly potent products.
Examples include:
- 125A Sampling Valve for reliable representative powder and granule sampling.
- 130AUT Automatic Sampling Valve for automated and repeatable sampling in continuous or batch production processes.
- Continuous Liner (CI) System for safe handling of highly potent or hazardous powders while maintaining containment.
- Expanding Piston Technology (EPT®) to minimise dead zones, reduce product retention and improve cleaning efficiency.
To simplify valve selection, engineers can also use the FAMAT Configurator to identify the most appropriate sampling solution based on their process conditions, product characteristics and containment requirements.
Conclusion
The industrial sampling valve market is evolving beyond simple product selection. Manufacturers increasingly require complete sampling solutions capable of ensuring representative samples, protecting operators, simplifying validation and supporting increasingly automated production environments.
Organizations that invest in advanced sampling technologies today will be better positioned to meet future regulatory requirements while improving product quality, operational efficiency and process reliability.
The future of industrial sampling will not be defined solely by valve technology, but by the ability to combine representative sampling, operator safety, regulatory compliance and efficient process design into a single integrated solution.
Manufacturers that successfully integrate these principles will be better positioned to meet the increasingly demanding requirements of modern process industries.
As industrial processes continue to evolve, selecting the appropriate sampling technology will become an increasingly important factor in ensuring product quality, regulatory compliance and long-term operational efficiency.
Source:
- EMA
- FDA
- ISPE
- PIC/S
- McKinsey
- IEA
- Fortune Business Insights
- Grand View Research
- Famat Sampling SA
Frequently Asked Questions (FAQ)
What is driving the growth of the sampling valve market?
The sampling valve market is expanding due to increasing regulatory requirements, greater emphasis on product quality, and the rapid growth of industries such as pharmaceuticals, biotechnology and lithium-ion battery manufacturing. Modern production facilities also require sampling systems that support automation, contamination control and cleaning validation.
Which industries require advanced sampling technologies?
Advanced sampling technologies are widely used in pharmaceutical manufacturing, fine chemicals, food and beverage processing, biotechnology, battery material production and specialty chemicals. These industries require representative samples while maintaining product integrity, operator safety and regulatory compliance.
Why is representative sampling so important?
A representative sample accurately reflects the characteristics of the entire batch or process stream. Reliable sampling is essential for quality control, process optimisation and regulatory compliance. Poor sampling practices may lead to inaccurate laboratory results, unnecessary batch rejections or incorrect process adjustments.
How does automation influence sampling system selection?
Automation improves sampling consistency, repeatability and operator safety. Automated sampling valves can reduce manual intervention, minimise the risk of contamination and integrate seamlessly into modern production lines, supporting Industry 4.0 initiatives and continuous manufacturing processes.
What should engineers consider when selecting a sampling valve?
Selecting the right sampling valve requires evaluating several factors, including product characteristics, particle size, process pressure and temperature, containment requirements, cleaning strategy, regulatory compliance and the desired level of automation. The objective is to obtain representative samples while ensuring reliable operation, easy maintenance and long-term process performance.
Need help selecting the right sampling solution?
Use the FAMAT Sampling Configurator or contact our engineering team to discuss your application and identify the most suitable sampling valve for your process.