Representative Powder Sampling: Principles, Best Practices and Industrial Applications
“The primary objective of sampling is to obtain a representative sample.” Pierre Gy, Theory of Sampling
Executive Summary
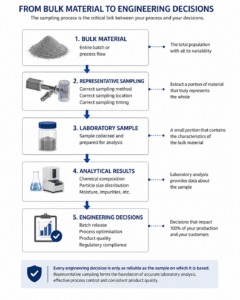
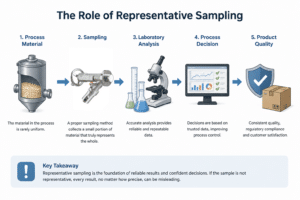
Every analytical result begins long before a sample reaches the laboratory. Whether the objective is product release, process optimization or routine quality control, the reliability of any analysis ultimately depends on one fundamental condition: the sample must accurately represent the material from which it was taken.
In practice, obtaining a representative powder sample is rarely straightforward. Powders are dynamic materials whose properties change continuously during conveying, mixing, storage and discharge. Differences in particle size, density, shape, moisture content or electrostatic charge may cause segregation, making certain portions of the bulk material significantly different from others.
The consequences of non-representative sampling are often underestimated. Inaccurate analytical results can lead to inappropriate process adjustments, unnecessary batch rejection, increased production costs or, in regulated industries, compliance issues.
This white paper examines the principles that govern representative powder sampling and explains why sampling should be considered as a critical process rather than a simple operational task. It reviews the mechanisms that influence sampling accuracy, discusses common sources of error and presents practical engineering recommendations applicable to pharmaceutical manufacturing, battery materials, specialty chemicals and food processing.
The document also provides an overview of modern sampling technologies and explains how properly designed sampling systems contribute to reliable analytical data, improved operator safety and consistent process performance.
Introduction
Sampling is often regarded as a routine operation. A small quantity of material is collected, transferred to the laboratory and analyzed before decisions are made regarding product quality or process performance. Yet this apparently simple sequence hides one of the most overlooked sources of analytical uncertainty in industrial manufacturing.
No laboratory instrument, regardless of its accuracy or sophistication, can compensate for a sample that does not represent the material from which it was taken. If the sampling stage introduces bias, every subsequent measurement becomes questionable. The analytical method may be perfectly validated, the instrument correctly calibrated and the laboratory fully compliant with regulatory requirements, but the final result will still be misleading because the sample itself was never representative.
This challenge becomes particularly significant when handling powders. Unlike homogeneous liquids, powders naturally tend to segregate during transport, filling, discharge and storage. Fine particles may accumulate in one area while larger or denser particles concentrate elsewhere. Moisture, electrostatic attraction and flow characteristics further increase this variability, making representative sampling considerably more complex than simply collecting material from a convenient location.
For industries such as pharmaceuticals, battery materials, specialty chemicals and food production, representative sampling directly influences product quality, process control and regulatory compliance. Reliable analytical data supports batch release, validates manufacturing consistency, detects process deviations and ultimately protects both manufacturers and end users.
Understanding how representative samples are obtained is therefore not only a matter of laboratory practice. It is an essential element of process engineering and quality assurance.
This white paper explores the scientific principles behind representative powder sampling, the mechanisms responsible for sampling bias and the engineering practices that help obtain reliable, reproducible and meaningful analytical results.
What Is Representative Powder Sampling?
The objective of sampling is often misunderstood. Collecting a portion of material is not an objective in itself; the objective is to obtain a sample that faithfully reflects the characteristics of the entire lot, batch or process stream.
A representative sample is one in which the composition, particle size distribution and other relevant properties are statistically consistent with the bulk material from which it was taken. In other words, every particle within the population should have an equal probability, or as close as practically possible, of being included in the sample.
This concept may appear straightforward, yet it becomes increasingly difficult to achieve as powder complexity increases. Industrial powders are rarely homogeneous. During production and handling, particles continuously move, separate and reorganise according to their physical properties. Even a well-mixed material can become segregated within seconds while flowing through a hopper or pneumatic conveying system.
For this reason, representative sampling should never be viewed as a simple manual operation. It is a controlled engineering process that requires an understanding of powder behaviour, equipment design and sampling methodology.
Representative does not mean identical
A representative sample is not expected to contain every particle present in the original batch. Instead, it should preserve the overall characteristics of the material within an acceptable level of uncertainty.
For example, a one-kilogram laboratory sample collected from a ten-tonne production batch will inevitably contain only a tiny fraction of the total particles. Nevertheless, if collected correctly, that small quantity can still provide highly reliable information about the entire batch.
Conversely, a larger sample collected incorrectly may produce misleading analytical results if certain particle populations are overrepresented or underrepresented.
The quality of a sample therefore depends far more on how it is collected than on how much material is collected.
Sampling versus analysis
Industrial laboratories continue to invest in increasingly sophisticated analytical techniques capable of detecting trace impurities, measuring particle size distributions with exceptional precision or determining chemical composition at very low concentrations.
However, analytical accuracy cannot compensate for sampling bias.
This principle is widely recognised within the scientific community and is often summarised by a simple observation:
The quality of analytical data can never exceed the quality of the sample submitted for analysis.
A perfectly calibrated instrument analysing a non-representative sample will still produce an incorrect conclusion, albeit with remarkable precision.
For this reason, sampling and laboratory analysis should be regarded as complementary stages of the same quality process rather than independent activities.
Why powders are particularly challenging
Liquids generally become homogeneous through natural mixing or mechanical agitation. Powders behave differently.
Each particle possesses its own characteristics, including:
- particle size
- density
- shape
- surface roughness
- moisture content
- electrostatic behaviour
- flowability
As these properties vary, particles respond differently to vibration, gravity and airflow. The result is continuous segregation throughout handling and processing.
The greater the differences between particles, the more difficult it becomes to obtain a representative sample.
Understanding these mechanisms is essential before selecting a sampling location, determining sampling frequency or choosing an appropriate sampling device.
💡Engineering Insight
Representative sampling is not determined by laboratory equipment. It is determined by the way material is selected before it ever reaches the laboratory. Improving analytical precision cannot compensate for systematic sampling errors introduced during sample collection.
Why Representative Sampling Matters
Representative sampling influences far more than laboratory testing. Every decision based on analytical data assumes that the sample accurately reflects the material being produced. When this assumption is incorrect, the consequences extend well beyond the laboratory.
A non-representative sample may lead to unnecessary process adjustments, incorrect acceptance or rejection of production batches, increased raw material consumption and, in some cases, regulatory observations. The resulting costs often exceed the investment required to implement a reliable sampling strategy.
For this reason, sampling should be considered an integral part of process control rather than a standalone quality control activity.
Supporting Product Quality
Manufacturing specifications are established to ensure that every batch consistently meets predefined quality requirements. These specifications typically include parameters such as chemical composition, moisture content, particle size distribution, impurity levels or active ingredient concentration.
If the collected sample does not accurately represent the production batch, laboratory results may no longer reflect the actual condition of the material.
Two equally undesirable situations may then occur:
- A compliant batch may be rejected because the sample suggests a quality issue that does not exist.
- A non-compliant batch may be released because the sample failed to capture the actual deviation.
Neither outcome improves product quality. Both increase operational risk.
Improving Process Control
Modern manufacturing relies on continuous monitoring and rapid process adjustments. Analytical data obtained from production samples is frequently used to optimise mixing time, drying conditions, milling parameters or blending efficiency.
When sampling introduces systematic bias, operators may attempt to correct problems that do not exist while overlooking those that do.
For example, an apparent increase in moisture content may simply result from collecting material in an area where moisture naturally accumulates rather than indicating a genuine process deviation.
Reliable process optimisation therefore depends on reliable sampling.
Reducing Production Costs
Sampling errors have direct economic consequences.
Incorrect laboratory results may lead to:
- unnecessary batch investigations,
- additional laboratory testing,
- production delays,
- increased waste,
- unnecessary reprocessing,
- higher energy consumption,
- avoidable disposal costs.
In highly regulated industries, these indirect costs can rapidly exceed the value of the material being analysed.
Improving sampling practices is therefore not only a quality initiative but also a cost-reduction strategy.
Supporting Regulatory Compliance
In pharmaceutical manufacturing and other regulated industries, sampling forms part of the overall quality system.
Regulatory authorities expect manufacturers to demonstrate that analytical results are reliable, traceable and obtained using validated procedures. Although regulations rarely prescribe a specific sampling technology, they require manufacturers to justify that sampling methods are appropriate for their intended use and do not compromise product quality.
Consequently, sampling procedures should be documented, repeatable and integrated into the site’s quality management system.
Protecting Operators and Products
Representative sampling should never compromise operator safety or product integrity.
This is particularly important when handling:
- highly potent active pharmaceutical ingredients (HPAPIs),
- toxic powders,
- reactive materials,
- moisture-sensitive products,
- oxygen-sensitive battery materials,
- sterile or high-value products.
Poorly designed sampling operations may expose operators to hazardous materials while simultaneously contaminating the product being sampled.
Modern enclosed sampling systems are increasingly adopted because they address both objectives simultaneously: protecting personnel while preserving sample integrity.
Building Confidence in Analytical Results
Every analytical report ultimately answers a simple question:
Can this result be trusted?
Confidence does not begin with chromatography, spectroscopy or particle size analysis. It begins at the exact moment the sample is collected.
A representative sample establishes the foundation upon which every subsequent analytical result is built. Without that foundation, even the most advanced laboratory equipment can only produce precise measurements of material that may not represent the process itself.
For this reason, many manufacturers now regard sampling as one of the most critical steps in their quality assurance strategy rather than a routine operation performed before laboratory testing.
| Industrial Sector | Why Representative Sampling Matters |
| Pharmaceutical | Batch release, GMP compliance, patient safety |
| Battery Materials | Material consistency, electrochemical performance |
| Chemicals | Process control, product specifications |
| Food industry | Product quality, food safety, consistency |
💡Engineering Insight
Laboratories measure the properties of the sample they receive, not the properties of the production batch. The closer the sample reflects the bulk material, the greater the confidence that analytical results can support sound technical and business decisions.
Sources of Sampling Errors
Sampling errors rarely result from a single mistake. More often, they arise from a combination of material behaviour, process conditions and sampling methodology. Even when laboratory procedures are fully validated, the analytical result may still be misleading if the sample itself is biased.
Understanding where these errors originate is the first step towards designing a reliable sampling strategy.
Segregation
Segregation is one of the most significant challenges in representative powder sampling. It occurs when particles separate according to their physical characteristics during handling, transport or storage.
Although a powder blend may leave a mixer in a homogeneous state, it can begin to segregate almost immediately as it moves through hoppers, chutes, conveyors or filling systems.
Several mechanisms contribute to segregation, including differences in:
- particle size,
- particle density,
- particle shape,
- surface texture,
- flow behaviour.
As a result, different regions of the same batch may no longer contain the same particle distribution.
Sampling from only one location may therefore provide an inaccurate representation of the entire material.
Sampling Location
The location where a sample is collected has a direct influence on its representativeness.
Material located near vessel walls, hopper outlets or stagnant areas may behave differently from material flowing through the centre of the process.
Likewise, powders collected from the surface of a container rarely represent the composition of the entire batch.
Whenever possible, sampling should be performed where material is flowing under stable and repeatable process conditions rather than from accumulated or static product.
Sampling Timing
Representative sampling also depends on when the sample is collected.
During batch manufacturing, material properties may change throughout the production cycle. Early, intermediate and final product streams can differ in composition, moisture content or particle size distribution.
Continuous manufacturing presents similar challenges. Process conditions may vary during start-up, steady-state operation and shutdown.
Selecting an appropriate sampling frequency is therefore as important as selecting the sampling location itself.
Sample Size
Collecting a larger sample does not necessarily improve representativeness.
An oversized sample obtained from a biased location remains biased. Conversely, a smaller sample collected using an appropriate methodology may provide more reliable analytical information.
Sample size should always be defined according to the analytical method, material characteristics and the level of confidence required for decision-making.
Cross Contamination
Sampling equipment must not alter the material it is intended to evaluate.
Residual product from previous batches, insufficient cleaning or inappropriate handling procedures may contaminate subsequent samples and invalidate analytical results.
The risk becomes particularly critical when processing:
- highly potent compounds,
- allergenic ingredients,
- pharmaceutical products,
- battery materials sensitive to impurities,
- high-purity specialty chemicals.
Sampling systems should therefore be designed to minimise product retention and facilitate effective cleaning between production campaigns.
Moisture and Environmental Conditions
Many industrial powders are highly sensitive to environmental exposure.
During manual sampling, contact with ambient air may modify moisture content, oxygen concentration or temperature before laboratory analysis even begins.
These changes may be negligible for some products but significant for hygroscopic powders, oxygen-sensitive battery materials or moisture-controlled pharmaceutical ingredients.
Whenever environmental conditions influence product stability, sampling should preserve the same atmosphere present during manufacturing.
Operator Influence
Even well-trained operators introduce variability.
Differences in sampling depth, insertion angle, collection speed or handling technique may all influence the final sample.
For this reason, modern industrial facilities increasingly seek to standardise sampling procedures through validated operating instructions and, where appropriate, automated sampling systems that reduce human variability.
Equipment Design
The sampling device itself may become a source of bias.
Dead spaces, product retention areas, excessive shear forces or poor flow geometry can all influence the composition of the collected sample.
Engineering considerations such as internal geometry, sealing technology, cleanability and product flow path therefore play an important role in obtaining representative samples.
Selecting an appropriate sampling device should be based not only on process compatibility but also on its ability to preserve sample integrity.
Multiple Sources of Error
In practice, sampling errors rarely occur in isolation.
A sample may simultaneously be affected by segregation, operator variability, environmental exposure and equipment limitations. Each individual source of bias may appear small, yet their cumulative effect can significantly reduce the reliability of analytical results.
Effective sampling strategies therefore address the entire sampling process rather than attempting to correct individual errors after laboratory analysis.
💡Engineering Insight
Sampling errors are introduced long before analytical testing begins. The most reliable laboratory cannot compensate for bias caused by segregation, poor sampling location, environmental exposure or inadequate sampling techniques. Improving sample representativeness starts with understanding how these sources of error interact throughout the manufacturing process.
Understanding Powder Behaviour
Industrial powders rarely behave as homogeneous materials. Their physical properties determine how they flow, segregate, compact and ultimately how representative a collected sample will be.
Unlike liquids, which generally mix naturally, powders consist of millions of individual particles. Each particle responds differently to gravity, vibration, air movement and mechanical handling depending on its size, density, shape and surface characteristics.
As powders move through production equipment, these individual differences become increasingly significant. Two samples taken from the same process may therefore produce different analytical results if powder behaviour is not properly understood.
For this reason, selecting an appropriate sampling method requires more than choosing suitable equipment. It also requires understanding how the material itself behaves throughout the manufacturing process.
Free-Flowing Powders
Free-flowing powders move easily under gravity and are generally simple to discharge from hoppers and process vessels. However, their excellent flowability often increases the risk of segregation.
As particles move, larger or denser particles may migrate differently from finer particles, resulting in local variations in composition.
Typical examples include:
- granulated pharmaceutical products,
- crystalline chemicals,
- fertilizers,
- plastic pellets.
Although these materials appear easy to sample, representative sampling still requires selecting an appropriate sampling location while the material is flowing.
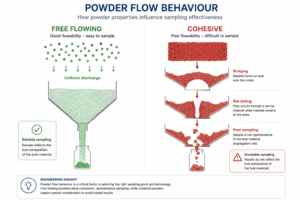
Cohesive Powders
Cohesive powders behave very differently.
Fine particles tend to adhere to one another through van der Waals forces, electrostatic attraction or moisture, reducing flowability and increasing the likelihood of bridging or rat-holing inside process equipment.
Sampling cohesive powders requires particular attention because stagnant zones may not accurately represent the material flowing elsewhere within the system.
Typical examples include:
- micronised APIs,
- fine pigments,
- titanium dioxide,
- carbon black.
Hygroscopic Powders
Some powders readily absorb moisture from the surrounding atmosphere.
Even brief exposure during manual sampling may alter moisture content before laboratory analysis begins.
For moisture-sensitive materials, representative sampling therefore requires minimising exposure to ambient air and maintaining process conditions throughout sample collection.
Typical examples include:
- lithium salts,
- certain pharmaceutical excipients,
- spray-dried ingredients,
- specialty chemicals.
Abrasive Powders
Certain materials gradually wear internal equipment surfaces during repeated handling.
Although abrasion does not directly influence representativeness, equipment wear may modify internal geometry over time, creating dead spaces or changing product flow characteristics.
Sampling systems handling abrasive products should therefore be designed using wear-resistant materials and inspected regularly.
Typical examples include:
- silica,
- alumina,
- ceramic powders,
- mineral products.
Electrostatic Powders
Very fine powders frequently accumulate electrostatic charges during conveying, blending or pneumatic transport.
Electrostatic attraction may cause particles to adhere to equipment surfaces, sampling devices or containers, potentially altering the composition of the collected sample.
This phenomenon becomes increasingly important when handling very fine battery materials, pharmaceutical powders or conductive materials.
Controlling humidity and selecting appropriate equipment materials can significantly reduce electrostatic effects.
Sticky or Poorly Flowing Products
Some products cannot easily be classified as free-flowing or cohesive.
Chocolate powders, food ingredients with high fat content, wet granules or partially crystallised materials often adhere to process surfaces and may accumulate inside poorly designed sampling devices.
Representative sampling under these conditions requires equipment that minimises product retention while maintaining smooth internal flow paths.
Why Powder Behaviour Matters
Understanding powder behaviour is not simply an academic exercise.
Every physical characteristic influences how material moves through production equipment, where segregation may occur and whether a sampling point is likely to provide representative analytical data.
Selecting an appropriate sampling strategy therefore begins with understanding the material rather than the sampling equipment.
| Powder Type | Main Challenge | Sampling Consideration |
| Free-flowing | Segregation | Sample during product flow |
| Cohesive | Bridging and rat-holing | Avoid stagnant zones |
| Hygroscopic | Moisture uptake | Closed sampling systems |
| Abrasive | Equipment wear | Wear-resistant materials |
| Electrostatic | Particle adhesion | Control electrostatic effects |
| Adhesive | Product retention | Smooth internal flow paths |
💡Engineering Insight
Powder behaviour largely determines sampling performance. Two materials processed using the same sampling device may require completely different sampling strategies because their flow characteristics, sensitivity to environmental conditions and segregation mechanisms are fundamentally different.
Sampling Methods and Technologies: A Practical Guide to Representative Industrial Sampling
Introduction
Every quality decision begins with a representative sample!
Whether testing raw materials, monitoring production or validating a finished product, the accuracy of laboratory results depends entirely on one factor: the sample must truly represent the process.
A perfectly calibrated analytical instrument cannot compensate for a poor sampling method. If the collected material does not reflect the actual composition of the process stream, every subsequent decision may be based on misleading information.
As manufacturing processes become more automated and quality requirements more stringent, industrial sampling has evolved from a simple manual task into a critical engineering discipline. Modern sampling technologies are designed not only to obtain representative samples, but also to improve operator safety, prevent contamination and integrate seamlessly into automated production environments.
This guide provides an overview of the most common industrial sampling methods and technologies, explaining where they are used, their advantages and the key factors to consider when selecting the right solution.
Why Sampling Method Selection Matters
Sampling is often viewed as a routine operation, yet it has one of the greatest influences on process reliability.
Every production decision, whether adjusting a process parameter, releasing a batch or investigating a deviation, is based on analytical results obtained from a relatively small quantity of material. If that small sample is not representative, even the most sophisticated laboratory equipment cannot produce meaningful results.
Representative sampling helps manufacturers:
- monitor process consistency
- detect deviations at an early stage
- ensure product quality
- comply with GMP and regulatory requirements
- reduce waste and unnecessary production losses
The consequences of poor sampling are often underestimated. A single biased sample may lead to unnecessary batch rejection, incorrect process adjustments or the release of products that fail to meet specifications.
For industries such as pharmaceuticals, batteries, chemicals or food production, representative sampling is therefore not simply good practice. It is an essential component of process control.
Because no two manufacturing processes are identical, selecting the appropriate sampling method requires careful consideration of the product characteristics, production environment and quality objectives. Understanding the available sampling technologies is therefore the next logical step.
💡Engineering Insight
Sampling uncertainty is frequently greater than laboratory measurement uncertainty. Improving the sampling method often provides a greater increase in overall data reliability than investing in more advanced analytical equipment.
Overview of Industrial Sampling Methods
Industrial sampling can be performed using several different approaches depending on the process, the product and the quality objectives. The following table summarizes the most common methods used across modern industries.
| Method | Typical Use | Advantages | Limitations |
| Manual Sampling | Small batches | Flexible, low cost | Operator dependent |
| Inline Sampling | Continuous production | Real-time monitoring | Higher investment |
| Offline Sampling | Laboratory testing | Simple implementation | Time delay |
| Batch Sampling | Batch processes | Good batch control | No continuous monitoring |
| Continuous Sampling | Large-scale production | Excellent process visibility | More complex installation |
While this comparison provides a general overview, selecting the most appropriate sampling method depends on several factors, including the material characteristics, process conditions and quality objectives. The following sections examine each approach in greater detail.
Manual Sampling
Manual sampling remains one of the most widely used techniques, particularly for small production volumes, pilot plants and laboratory environments. Operators collect material directly from a vessel, container or process line using dedicated sampling tools.
Its flexibility and low implementation cost make it attractive for many applications. However, the quality of the sample depends heavily on operator experience and strict adherence to standardized procedures. Differences in sampling location, depth or timing can easily introduce variability.
Inline Sampling
Inline sampling allows material to be collected directly from the production process without interrupting manufacturing. Dedicated sampling valves or automated systems obtain representative samples while maintaining process integrity.
This approach improves repeatability, reduces operator intervention and provides faster feedback for quality control. Inline sampling is particularly valuable in pharmaceutical, chemical and battery manufacturing where product consistency and contamination control are critical.
Offline Sampling
Offline sampling involves removing a sample from the process and transporting it to a laboratory for analysis. Although this method introduces a delay between sampling and results, it remains the preferred approach when sophisticated analytical techniques are required.
It is commonly used for product release testing, raw material verification and investigations where comprehensive laboratory analysis is necessary.
Batch Sampling
Batch sampling is typically performed at defined stages during batch manufacturing, such as after mixing, granulation, drying or blending. It confirms that the entire batch meets quality specifications before production proceeds to the next step.
This method is well suited to industries operating with discrete production batches, including pharmaceuticals, specialty chemicals and food processing.
Continuous Sampling
Continuous sampling systems collect material throughout the production process, providing ongoing information about process performance rather than isolated measurements.
These systems are increasingly integrated into automated manufacturing environments where real-time monitoring supports process optimization, early deviation detection and advanced process control strategies. Although implementation is more complex, continuous sampling delivers the highest level of process visibility.
💡Engineering Insight
The most advanced sampling technology is not necessarily the best choice. The optimal solution is the one that consistently delivers representative samples while matching the process requirements, product characteristics and operational constraints. Simplicity, reliability and repeatability often provide greater long-term value than unnecessary system complexity.
Choosing the Right Sampling Technology
Selecting the appropriate sampling technology requires balancing product characteristics, process conditions, sampling location and regulatory requirements. A solution that performs well for a free-flowing powder may be unsuitable for a sticky paste, while a sampling method designed for atmospheric vessels may not be appropriate for pressurized or sterile processes. Likewise, the best sampling valve cannot compensate for a poorly selected sampling point within the process.
Key selection criteria include:
- Material type (powder, granules, slurry or liquid)
- Particle size and flow behaviour
- Operating pressure and temperature
- Sterility and cleaning requirements
- Product toxicity and containment level
- Sampling frequency
- Degree of process automation
- Regulatory requirements (GMP, FDA, ATEX, etc.)
Ultimately, selecting the right sampling technology requires evaluating several process-specific parameters together rather than considering each factor independently. The decision flow below summarizes this engineering approach.
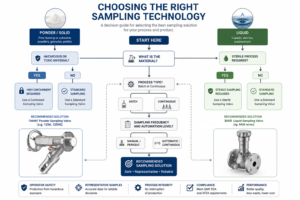
Beyond choosing the appropriate valve, engineers must also determine the optimal sampling location. Whether the sample is taken from a hopper, silo, blender, reactor, dryer, pipe or chute, each process location presents unique operating conditions that influence material flow, representativeness, accessibility and equipment design. Selecting the appropriate sampling point is therefore a prerequisite for obtaining reliable analytical results.
Simplified decision flow for selecting an industrial sampling technology based on process location, material characteristics and application requirements.
Future Trends in Sampling Technologies
Industrial sampling is evolving alongside the broader transformation of manufacturing. Digitalization, automation and increasingly stringent quality requirements are driving the development of smarter and more integrated sampling solutions.
Several technologies are shaping the future of industrial sampling:
Artificial Intelligence
Artificial intelligence is beginning to assist manufacturers by analysing process data, identifying abnormal trends and supporting predictive quality control. Rather than replacing sampling, AI enhances the interpretation of sampling results and enables faster process adjustments.
Process Analytical Technology (PAT)
PAT enables manufacturers to monitor critical quality attributes during production instead of relying solely on end-of-process laboratory testing. Sampling systems increasingly operate alongside inline analytical instruments to provide continuous process verification.
Industry 4.0
Connected manufacturing environments allow sampling equipment to communicate directly with production control systems. Digital records, automated sample identification and remote monitoring improve traceability while reducing manual intervention.
Digital Twins
Digital twins combine real-time process data with virtual models of production systems. Representative sampling plays a key role in validating these models and ensuring that digital simulations accurately reflect real manufacturing conditions.
As industrial manufacturing continues to evolve, sampling technologies will become more automated, more connected and increasingly integrated into comprehensive quality management systems, reinforcing their role as an essential element of modern process control.
Sample Size and Sampling Frequency
Introduction
Collecting a representative sample is only part of the challenge. Engineers must also determine two practical questions that directly influence data quality:
- How much material should be collected?
- How often should samples be taken?
Contrary to common belief, taking a larger sample does not automatically improve accuracy. Likewise, increasing sampling frequency without a clear strategy often generates unnecessary laboratory work while providing little additional process information.
Ultimately, the objective is to collect enough material to represent the process while maintaining an efficient and cost-effective quality control program.
How Much Material Should Be Sampled?
The required sample size depends on several factors rather than a single universal value.
Important considerations include:
- particle size
- material heterogeneity
- laboratory test requirements
- moisture content
- expected variability
- process criticality
Fine pharmaceutical powders may require only a few grams for analysis, whereas coarse minerals or battery raw materials often require significantly larger quantities to achieve acceptable representativeness.
When the material is highly heterogeneous, increasing sample size or collecting multiple increments generally provides better accuracy than relying on a single large grab sample.
Typical laboratory sample sizes
|
Industry |
Typical Laboratory Sample |
| Pharmaceutical powders | 5–50 g |
| Food ingredients | 100–500 g |
| Chemical powders | 100–1000 g |
| Battery materials | 100–500 g |
| Minerals & ores | 1–10 kg |
(Actual sampling plans should always follow internal quality procedures and applicable standards.)
💡Engineering Insight
A representative sample is not necessarily a large sample. It is a sample that accurately reflects the composition of the entire lot or process stream.
How Often Should Sampling Be Performed?
Sampling frequency should reflect the stability of the manufacturing process.
Stable, well-controlled production lines generally require fewer samples than processes with frequent product changes or variable raw materials.
Typical situations include:
- Incoming raw materials
- Start-up validation
- Continuous production monitoring
- Batch release
- Process troubleshooting
Some pharmaceutical manufacturers sample every batch, while continuous chemical plants may perform automated sampling every few minutes.
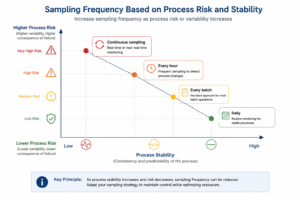
The appropriate frequency depends on the level of process risk, product variability and regulatory expectations.
Risk-Based Sampling Strategies
Modern quality systems increasingly adopt a risk-based approach rather than fixed sampling intervals.
Critical process steps receive greater monitoring, while stable operations can often be sampled less frequently without compromising product quality.
Factors influencing sampling frequency include:
- product value
- process capability
- historical process performance
- customer specifications
- regulatory requirements
- contamination risk
- process criticality
This approach reduces unnecessary laboratory analyses while maintaining confidence in product quality.
Balancing Cost and Confidence
Every sample has a cost.
Sampling requires operator time, laboratory resources, analytical equipment and production coordination.
Sampling too frequently increases operating costs with limited additional information.
Conversely, insufficient sampling increases the risk of missing process deviations.
The optimal strategy balances confidence in product quality with operational efficiency.
Many manufacturers use statistical process control (SPC), historical process capability and risk assessment to determine the most appropriate sampling plan.
💡Engineering Insight
More samples do not always produce better decisions. Well-designed sampling plans provide the highest confidence with the lowest practical number of representative samples.
Common Sampling Mistakes and How to Avoid Them
Introduction
Even the most advanced sampling equipment cannot guarantee representative samples if fundamental sampling principles are ignored.
Many sampling errors occur long before laboratory analysis begins. In practice, poor sampling techniques remain one of the leading causes of inaccurate quality data, unnecessary batch investigations and inconsistent process control.
Understanding the most common mistakes helps manufacturers improve both product quality and operational efficiency.
Taking a Single Grab Sample
One of the most common errors is collecting a single sample from one location.
Unless the material is perfectly homogeneous, a grab sample rarely represents the entire batch or process stream.
Better practice:
- collect several increments
- combine them when appropriate
- follow a documented sampling plan
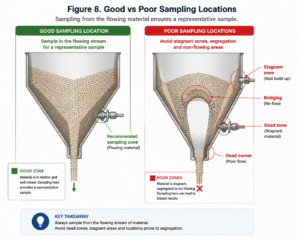
Sampling from the Wrong Location
Choosing the correct sampling point is often more important than the sampling device itself.
Dead zones, stagnant material and segregated regions can all produce biased results.
Typical poor sampling locations include:
- corners of silos
- material resting near vessel walls
- partially emptied containers
- stagnant pipe sections
Whenever possible, sampling should take place where the material is moving and well mixed.
Good vs Poor Sampling Locations
Ignoring Powder Behaviour
Powders do not always flow uniformly.
Segregation, bridging and rat-holing may significantly alter the composition of material reaching the sampling point.
Ignoring these phenomena often produces misleading laboratory results.
Sampling technology should therefore be selected according to the material’s flow characteristics rather than using a universal solution.
Cross-Contamination
Residual product inside sampling equipment may contaminate subsequent samples.
This risk is particularly critical in:
- pharmaceutical manufacturing
- food production
- battery materials
- specialty chemicals
Proper cleaning procedures, hygienic design and validated sampling devices greatly reduce contamination risks.
Incorrect Sample Handling
Even representative samples may become unreliable if handled improperly after collection.
Common mistakes include:
- incorrect containers
- excessive exposure to air
- moisture absorption
- temperature changes
- poor labelling
- delayed laboratory analysis
Effective sample management is an essential extension of good sampling practice.
💡Engineering Insight
Sampling quality does not end when the sample leaves the process. Proper transport, storage and identification are equally important for obtaining reliable analytical results.
Best Practices Checklist
Before implementing a sampling strategy, verify that the following questions can all be answered positively:
✔ Is the sampling point representative?
✔ Is the sampling method appropriate for the material?
✔ Is the sample size sufficient?
✔ Is sampling performed at the correct frequency?
✔ Is contamination prevented?
✔ Is the sample correctly identified?
✔ Is the laboratory receiving the sample under appropriate conditions?
Following this simple checklist helps reduce sampling uncertainty and improves confidence in analytical results.

Best Practices for Industrial Sampling
Selecting the right sampling technology is only part of the equation. Even the most advanced sampling system cannot deliver reliable results if it is installed incorrectly or used without a well-defined sampling strategy.
Successful industrial sampling combines appropriate equipment, consistent procedures and trained personnel. Establishing clear best practices helps improve data quality, reduce process variability and ensure long-term operational reliability.
Install the Sampling Point Correctly
The location of the sampling point has a direct influence on sample representativeness. Areas where material segregates, settles or remains stagnant should be avoided whenever possible.
For powders, the sampling point should intercept a moving product stream rather than material that has already settled. For liquids, sufficient flow velocity is essential to avoid collecting material from dead zones.
Standardize the Sampling Procedure
Consistency is essential. Sampling should always follow the same documented procedure, including:
- sample quantity
- sampling frequency
- operating conditions
- container preparation
- sample identification
- storage and transport requirements
Standardized procedures minimize operator variability and improve the reproducibility of laboratory results.
Prevent Cross Contamination
Residual product from previous batches can significantly affect analytical results, particularly when manufacturing high-value or highly potent products.
Cleaning procedures should be validated according to the process requirements, and sampling equipment should be designed to minimize product retention. Smooth internal surfaces, reduced dead spaces and appropriate cleaning methods contribute to maintaining sample integrity.
Where multiple products are processed on the same production line, containment and cleanability become equally important design criteria.
Consider Operator Safety
Sampling frequently requires direct interaction with production equipment. In processes involving hazardous powders, toxic chemicals or sterile products, operator protection must be considered alongside sample quality.
Modern sampling systems may incorporate:
- closed-loop sampling
- containment interfaces
- disposable sampling containers
- automated actuation
- remote operation
These solutions reduce operator exposure while maintaining representative sampling conditions.
Monitor and Review Sampling Performance
Sampling systems should not remain unchanged for years without evaluation. Process modifications, changes in raw materials or production capacity may require adjustments to the sampling strategy.
Regular reviews should verify:
- sample consistency
- cleaning effectiveness
- equipment condition
- maintenance intervals
- operator compliance
- laboratory feedback
Continuous improvement ensures that the sampling system continues to meet production and quality objectives as manufacturing processes evolve.
💡Engineering Insight
Many sampling problems originate from inconsistent procedures rather than inadequate equipment. A well-designed sampling valve combined with standardized operating practices often delivers greater long-term reliability than investing in increasingly sophisticated laboratory instruments while neglecting the sampling process itself.
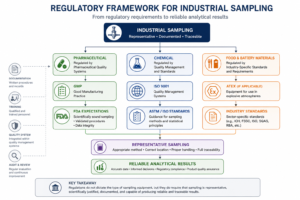
Standards and Regulatory Considerations
Introduction
Representative sampling is not only a technical requirement but also a regulatory expectation in many industries. Whether manufacturing pharmaceuticals, chemicals, food ingredients or battery materials, companies must demonstrate that their sampling procedures are documented, validated and capable of producing reliable analytical data.
Although regulations rarely prescribe a specific sampling device, they consistently require that sampling methods are scientifically justified, reproducible and appropriate for the intended process.
Understanding the main international standards helps manufacturers design sampling systems that support both product quality and regulatory compliance.
Good Manufacturing Practice (GMP)
Good Manufacturing Practice (GMP) forms the foundation of quality management in pharmaceutical and biotechnology manufacturing.
GMP requires that samples used for quality control accurately represent the batch from which they are taken. Sampling procedures must therefore be documented, validated and performed by trained personnel using approved equipment.
Typical GMP expectations include:
- documented sampling procedures
- trained operators
- representative sampling locations
- prevention of cross-contamination
- full sample traceability
- appropriate storage and identification
Poor sampling practices may compromise the validity of laboratory results and ultimately affect batch release decisions.
FDA Expectations
The U.S. Food and Drug Administration (FDA) considers sampling an integral part of pharmaceutical quality systems.
FDA guidance emphasizes:
- scientifically sound sampling plans
- validated procedures
- documented investigations of sampling deviations
- prevention of contamination
- data integrity throughout the sampling process
Rather than prescribing specific equipment, FDA inspectors evaluate whether the sampling strategy consistently produces representative samples.
European GMP Guidelines
The EU Guidelines for Good Manufacturing Practice contain similar expectations regarding sampling activities.
Manufacturers are expected to ensure:
- qualified sampling procedures
- controlled sampling environments
- appropriate equipment cleaning
- traceability of all collected samples
- documented operator training
Sampling is viewed as a critical step within the overall Pharmaceutical Quality System (PQS).
ISO and ASTM Standards
Beyond pharmaceutical regulations, numerous international standards provide guidance on representative sampling.
Examples include:
| Standard | Scope |
| ISO 9001 | Quality Management Systems |
| ISO 14644 | Cleanroom environments |
| ASTM D2234 | Coal sampling |
| ASTM E300 | Industrial material sampling principles |
| ASTM E122 | Statistical sampling concepts |
Different industries often apply additional sector-specific standards depending on the material being sampled.
ATEX and Hazardous Areas
Sampling equipment installed in explosive atmospheres must comply with ATEX or equivalent hazardous-area regulations.
Important considerations include:
- ignition source prevention
- equipment certification
- grounding
- material compatibility
- operator protection
Sampling system design must therefore satisfy both process requirements and explosion safety regulations.
Traceability and Documentation
A representative sample has little value if its origin cannot be demonstrated.
Every sampling operation should be fully traceable, including:
- sampling date and time
- operator identification
- equipment used
- sampling location
- batch number
- process conditions
- laboratory reference number
Digital manufacturing systems increasingly automate these records, reducing manual errors while improving audit readiness.
💡Engineering Insight
Regulatory authorities do not approve sampling equipment. They assess whether the overall sampling strategy consistently produces representative, traceable and scientifically justified samples.
Conclusion: Representative Sampling Is the Foundation of Reliable Process Control
Representative sampling is much more than a routine quality control activity. It is the foundation upon which reliable laboratory results, sound engineering decisions and consistent product quality are built.
Across industries such as pharmaceuticals, chemicals, battery manufacturing and food processing, analytical data is used to monitor processes, validate production, release batches and demonstrate regulatory compliance. However, even the most advanced analytical techniques cannot compensate for a sample that fails to represent the actual process.
Throughout this guide, we have explored the essential principles of representative industrial sampling, including:
- understanding material behaviour and flow characteristics
- selecting the appropriate sampling technology
- choosing the correct sampling location
- defining suitable sample sizes and sampling frequencies
- preventing cross-contamination
- applying standardized sampling procedures
- complying with regulatory and quality requirements
Modern sampling systems have evolved into critical process components. Beyond simply collecting material, they contribute to safer operations, improved process control, enhanced product quality and greater manufacturing efficiency.
As manufacturing continues to embrace automation, digitalization and Industry 4.0 technologies, sampling systems will become increasingly connected with real-time process monitoring and advanced quality management tools. Yet one principle will remain unchanged: the quality of every analytical result will always depend on the quality of the sample collected.
Investing in a well-designed sampling strategy is therefore not simply a technical decision. It is an investment in process reliability, regulatory compliance, operational efficiency and long-term product quality.
Ultimately, representative sampling provides manufacturers with confidence that every laboratory result truly reflects the process, enabling informed decisions throughout the entire production lifecycle.
💡Engineering Insight
Representative sampling is the starting point of every reliable quality decision. Long before laboratory analysis begins, the integrity of the final result has already been determined by how, where and when the sample was collected.
Frequently Asked Questions
How much material should be sampled?
There is no universal sample size. The required quantity depends on the material properties, particle size distribution and the analytical methods to be performed.
The sample should always be large enough to remain statistically representative while avoiding unnecessary waste.
As a general principle, the more heterogeneous the material, the larger the sample should be.
How often should industrial sampling be performed?
Sampling frequency depends on process stability and product criticality.
Highly stable production lines may require only periodic verification, while critical pharmaceutical or battery manufacturing processes often rely on frequent or continuous sampling.
A risk-based approach is generally recommended.
Can one sample represent an entire batch?
Only if the sampling procedure itself is representative.
A single grab sample collected from one location rarely reflects the composition of an entire batch, especially for powders that tend to segregate.
Multiple increments collected from different locations generally provide much higher confidence.
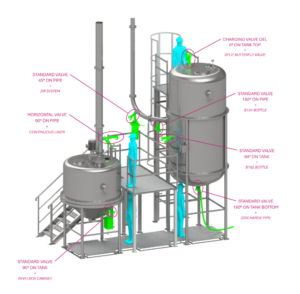
Where is the best place to install a sampling valve?
The ideal sampling point depends on the process.
Sampling valves are commonly installed on:
- silos
- hoppers
- reactors
- blenders
- dryers
- process pipes
- transfer chutes
The preferred location is where material is flowing naturally and remains well mixed.
Why is representative sampling more important than analytical accuracy?
Even the most sophisticated laboratory equipment cannot compensate for a non-representative sample.
If the sample does not reflect the actual process, the analytical result will accurately measure the wrong material.
Representative sampling is therefore the foundation of reliable quality control.
Is manual sampling still acceptable?
Yes. Manual sampling remains suitable for many applications, particularly small production batches and laboratory investigations.
However, manual methods introduce greater operator variability and contamination risks than engineered sampling systems.
What industries require representative sampling?
Representative sampling is widely used across process industries, including:
- Pharmaceutical manufacturing
- Chemical processing
- Battery materials
- Food production
- Cosmetics
- Minerals and mining
- Fine chemicals
- Biotechnology
Any industry relying on laboratory analysis benefits from representative sampling.
Does every process require inline sampling?
No. Inline sampling offers significant advantages for continuous production, but it is not always necessary.
Batch processes, pilot plants and research laboratories often use offline or manual sampling methods effectively.
The appropriate technology depends on the process objectives rather than on the level of automation.
How can sampling contamination be prevented?
Good sampling practice includes:
- validated cleaning procedures
- dedicated sampling equipment where necessary
- closed sampling systems
- appropriate sample containers
- operator training
- proper sample identification and traceability
Preventing contamination is particularly important when handling potent or high-value products.
How do I choose the right sampling technology?
The selection depends on several factors:
- material characteristics
- process location
- operating pressure and temperature
- sterility requirements
- containment level
- cleaning strategy
- automation level
- applicable regulations
The best solution is the one that consistently delivers representative samples while integrating safely into the production process.
💡Engineering Insight
Most sampling problems are not caused by laboratory equipment but by selecting the wrong sampling location, method or frequency. Designing an effective sampling strategy at the engineering stage significantly improves process reliability and product quality.
Looking for a sampling solution?
Selecting the appropriate sampling technology depends on your process, material characteristics and quality objectives. Explore our technical resources or contact our engineering team to discuss your application.
Further Reading
- Representative sampling in pharmaceutical manufacturing
- Process Analytical Technology (PAT)
- Powder flow and segregation mechanisms
- High-containment sampling systems
- GMP-compliant sampling strategies
- Industrial sampling valve technologies
References
- ISO 3082:2017. Iron ores. Sampling and sample preparation procedures. International Organization for Standardization (ISO). https://www.iso.org
- ISO 3951 Series. Sampling procedures for inspection by variables. International Organization for Standardization (ISO). https://www.iso.org
- ASTM International. Standards for Sampling of Bulk Solids and Particulate Materials. https://www.astm.org
- United States Pharmacopeia (USP). General Chapter <1092> The Dissolution Procedure: Development and Validation. USP. https://www.usp.org
- FDA. Guidance for Industry: Process Validation: General Principles and Practices. U.S. Food and Drug Administration, 2011. https://www.fda.gov
- EMA. Guideline on Process Validation for Finished Products. European Medicines Agency. https://www.ema.europa.eu
- ICH Q8(R2). Pharmaceutical Development. International Council for Harmonisation. https://www.ich.org
- ICH Q9(R1). Quality Risk Management. International Council for Harmonisation. https://www.ich.org
- ICH Q10. Pharmaceutical Quality System. International Council for Harmonisation. https://www.ich.org
- FDA. Guidance for Industry: PAT (Process Analytical Technology). A Framework for Innovative Pharmaceutical Development, Manufacturing, and Quality Assurance. 2004. https://www.fda.gov
- European Commission. EU Guidelines for Good Manufacturing Practice (EudraLex Volume 4). https://health.ec.europa.eu
- WHO. WHO Good Manufacturing Practices (GMP). World Health Organization. https://www.who.int
- Gy, Pierre M. Sampling for Analytical Purposes. Wiley, 1998.
- Gy, Pierre M. Sampling of Particulate Materials: Theory and Practice. Elsevier.
- Pitard, Francis F. Theory of Sampling and Sampling Practice. CRC Press.